There’s a lot of ways to manage inventory and purchasing operations. There seems to be just as many software systems to manage them, but which one is best? As every manufacturing operation has different needs, we can’t presume to know which process is best for you, but we can help explain which direction to take with the software that manages those processes.
Data Handling in Two Flavors
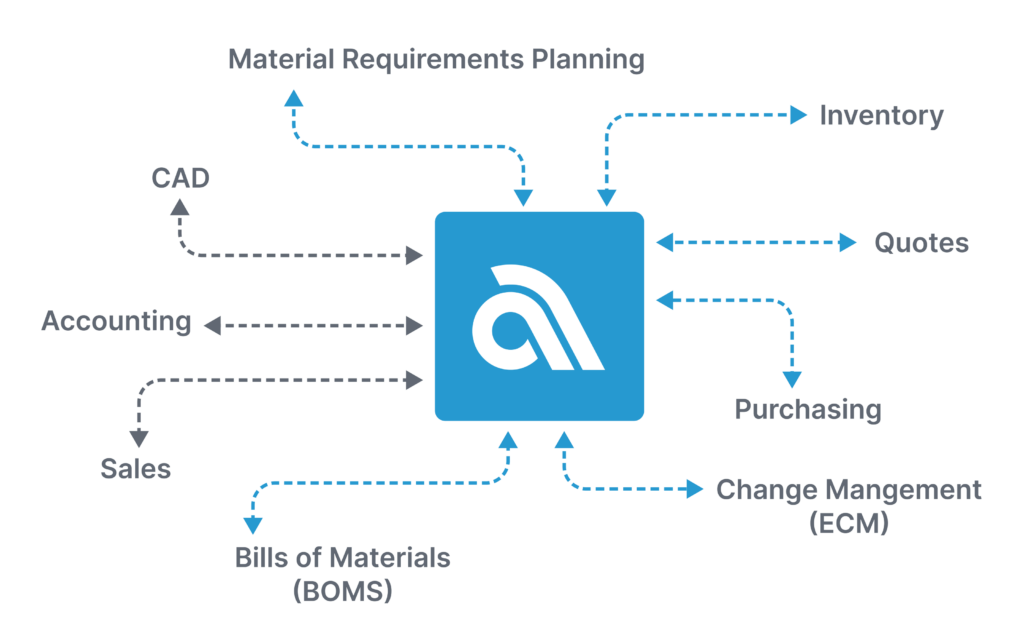
Most inventory and manufacturing management systems can be divided into two styles: those built on a database to manage information and those that aren’t. MRP and ERP systems are typically built on a database to house the data required to keep the business running.
The other style is dominated by spreadsheet-based systems that rely on the format’s two-dimensional tables and tabs to try and handle tracking inventory and production. This may seem like a convenient way to store and manage information for very small companies, but for large and growing companies, it can be the difference between greater efficiency and profitability or just getting by.
Spreadsheet systems are easy to get into, especially for companies with low throughput or simple products. Even though these can be built on more advanced spreadsheets like Notion or Airtable, when the business grows, these systems show strain much faster. That’s due to a simple fact: managing inventory and production needs more than two dimensions to capture the complexity of the processes.
Management systems built on databases are better suited for the intricacies of supply chain management and manufacturing than spreadsheets due to their capabilities in handling complex, structured data. These systems are also designed to provide scalability and support concurrent access while offering robust security. Perhaps the biggest advantage is the database enables advanced querying and reporting. This leads to advanced data analysis functionalities that help managers do their jobs more efficiently and cost effectively.
Below we go into detail on these and more reasons why databases excel in supply chain management – no pun intended:
1. Structured Data Handling
Databases allow for structured data storage with defined schemas, enforcing data consistency and minimizing errors. This is crucial for maintaining accurate supply chain records, such as inventory levels, order histories, and supplier information.
2. Ease of Scalability
As supply chain data grows, databases can handle larger datasets more efficiently than spreadsheets. They can scale to manage extensive historical data, real-time updates, and information from various sources.
3. Providing Concurrent Access to Data
Supply chain operations involve multiple users and departments simultaneously accessing and updating data. Databases support concurrent access without the risk of data corruption or version conflicts, ensuring data integrity.
4. Increased Data Security
Databases provide better security controls, allowing administrators to set access permissions, implement encryption, and manage user roles. This is vital for protecting sensitive supply chain information. SaaS-based MRP systems like Aligni provide even greater security buy providing off-site data storage and backups.
5. Higher Performance
Databases are optimized for data retrieval and manipulation, making complex queries on large datasets faster and more efficient than spreadsheets. All the data is also stored in the same system, instead of tracking through several spreadsheet files. This is essential for analyzing supply chain trends, forecasting, and decision-making.
6. Creating and Exploiting More Data Relationships
Databases handle relationships between different types of supply chain data, such as connecting products with suppliers, tracking shipments, and managing inventory across various locations. These relationships are challenging to manage effectively in spreadsheets, as many of these aspects are spread across different departments and several files.
7. Greater Data Consistency
Databases enforce data consistency and integrity through features like foreign key constraints, normalization, and validation rules. This minimizes data discrepancies and improves the accuracy of supply chain records.
8. Advanced Analysis and Reporting Capabilities
Database systems tend to come with their own set of functionalities that operate on a company’s combined data to produce deeper insights and tease out greater efficiencies. These systems also integrate with business intelligence tools for advanced supply chain analysis, reporting, and visualization. This enables supply chain managers to gain deeper insights into performance, trends, and opportunities.
9. Long-Term Data Management
Supply chain management requires the storage and analysis of historical data. Databases are better equipped to handle long-term data management, including archiving, version control, and data purging strategies. But more importantly, database systems make it far easier to retrieve and operate on all this historical data.
In summary, databases provide a more robust, scalable, secure, and efficient environment for managing supply chain data compared to spreadsheets. They offer the necessary capabilities for handling the complexities and demands of modern supply chain management.
If your business systems aren’t keeping up with your business processes, it’s time to upgrade from the spreadsheets to an MRP system. The longer you wait, the more you’d wished you’d have done it sooner. Sign up for Aligni MRP today.
Start your 30-day free trial
Helping You Make Great Things…Better.